Proces zvárania pod tavivom je tou najideálnejšou voľbou v dôležitých oblastiach použitia potrubí, tlakových nádob a nádrží, pri výrobe koľají a veľkých konštrukciách.Má najjednoduchšiu formu s jedným drôtom, štruktúru s dvojitým drôtom, štruktúru s dvojitým drôtom série a štruktúru s viacerými drôtmi.
Proces zvárania pod tavivom môže byť prínosom pre používateľov v mnohých zváracích aplikáciách, od zvýšenej produktivity cez zlepšené pracovné podmienky až po konzistentnú kvalitu a ďalšie.Závody na kovovýrobu, ktoré uvažujú o zmenách v procese zvárania pod tavivom, by mali myslieť na mnohé výhody, ktoré možno týmto procesom získať.
Základné znalosti zvárania pod tavivom
Proces zvárania pod tavivom je vhodný pre náročné priemyselné aplikácie potrubí, tlakových nádob a nádrží, konštrukcie lokomotív, ťažkej konštrukcie/výkopov.Ideálne pre odvetvia vyžadujúce vysokú produktivitu, najmä tie, ktoré zahŕňajú zváranie veľmi hrubých materiálov, ktoré môžu výrazne ťažiť z procesu zvárania pod tavivom.
Jeho vysoká rýchlosť odtavovania a rýchlosť pohybu môžu mať významný vplyv na produktivitu pracovníkov, efektivitu a výrobné náklady, čo je jedna z kľúčových výhod procesu zvárania pod tavivom.
Medzi ďalšie výhody patria: zvary s vynikajúcim chemickým zložením a mechanickými vlastnosťami, minimálna viditeľnosť oblúka a nízky zvárací dym, zlepšený komfort pracovného prostredia a dobrý tvar zvaru a špička.
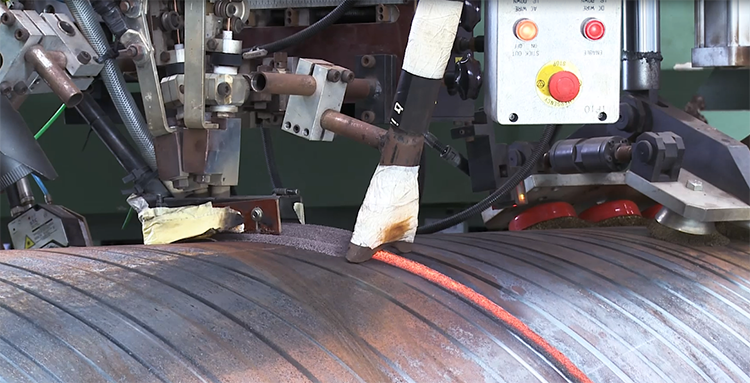
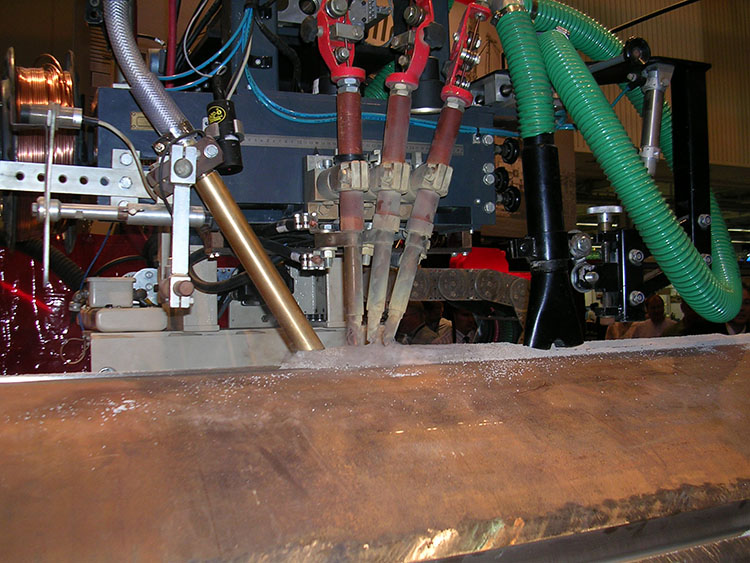
Zváranie pod tavivom je mechanizmus podávania drôtu, ktorý využíva zrnité tavivo na oddelenie oblúka od vzduchu.Ako už názov napovedá, oblúk je pochovaný v toku, čo znamená, že keď sú nastavené parametre, oblúk je neviditeľný pri prúdení následnej vrstvy taviva.
Drôt je nepretržite privádzaný horákom, ktorý sa pohybuje pozdĺž zvaru.Oblúkový ohrev roztaví časť drôtu, časť taviva a základný materiál na vytvorenie roztaveného kúpeľa, ktorý kondenzáciou vytvorí zvar pokrytý vrstvou zváracej trosky.
Rozsah hrúbky zváracieho materiálu je 1/16 "-3/4", čo môže byť 100% penetračné zváranie pomocou jednopriechodového zvárania, ak hrúbka steny nie je obmedzená, môže to byť viacprechodové zváranie a vykonávať vhodné výber predúpravy zvaru a výber vhodnej kombinácie taviva drôtu.
Výber taviva a drôtu
Výber správneho taviva a drôtu pre konkrétny proces zvárania pod tavivom je rozhodujúci pre dosiahnutie najlepších výsledkov pri tomto procese.Hoci samotný proces zvárania pod tavivom je účinný, produktivitu a efektivitu možno zvýšiť aj na základe použitého drôtu a taviva.
Tavidlo nielen chráni zvarový kúpeľ, ale prispieva aj k zlepšeniu mechanických vlastností a produktivity zvaru.Zloženie taviva má obrovský vplyv na tieto faktory, ovplyvňujúce prúdovú zaťažiteľnosť a uvoľňovanie trosky.Prúdová zaťažiteľnosť znamená, že možno dosiahnuť najvyššiu možnú účinnosť nanášania a vysoko kvalitný profil zvaru.
Uvoľňovanie trosky konkrétneho taviva ovplyvňuje výber taviva, pretože niektoré tavivá sú vhodnejšie pre niektoré konštrukcie zvárania ako iné.
Možnosti výberu taviva pre zváranie pod tavivom zahŕňajú aktívne a neutrálne typy zvárania.Základný rozdiel je v tom, že aktívne tavidlo mení chémiu zvaru, zatiaľ čo neutrálne tavidlo nie.
Aktívne tavidlo sa vyznačuje zahrnutím kremíka a mangánu.Tieto prvky pomáhajú udržiavať pevnosť v ťahu zvaru pri vysokom vstupe tepla, pomáhajú zvaru zostať hladký pri vysokých rýchlostiach pohybu a poskytujú dobré uvoľňovanie trosky.
Celkovo môže aktívne tavidlo pomôcť znížiť riziko zlej kvality zvárania, ako aj nákladného čistenia a prepracovania po zváraní.
Majte však na pamäti, že aktívne tavidlo je zvyčajne najlepšie pre jedno alebo dvojprechodové zváranie.Neutrálne tavivá sú lepšie pre veľké viacprechodové zvary, pretože pomáhajú predchádzať tvorbe krehkých zvarov citlivých na trhliny.
Existuje veľa možností drôtu na zváranie pod tavivom, pričom každá má výhody a nevýhody.Niektoré drôty sú formulované na zváranie pri vyšších tepelných príkonoch, zatiaľ čo iné sú špeciálne navrhnuté tak, aby mali zliatiny, ktoré pomáhajú tavivu čistiť zvar.

Všimnite si, že chemické vlastnosti drôtu a vzájomné pôsobenie tepla môžu ovplyvniť mechanické vlastnosti zvaru.Produktivitu je možné výrazne zlepšiť aj výberom kovu.
Napríklad použitie drôtu s kovovým jadrom s procesom zvárania pod tavivom môže zvýšiť účinnosť nanášania o 15 až 30 percent v porovnaní s použitím plného drôtu a zároveň poskytuje širší a plytší profil prieniku.
Vďaka svojej vysokej rýchlosti pohybu drôt s kovovým jadrom tiež znižuje prívod tepla, aby sa minimalizovalo riziko deformácie zvárania a vyhorenia.Ak máte pochybnosti, poraďte sa s výrobcom prídavného kovu, aby ste určili, ktoré kombinácie drôtu a taviva sú najlepšie pre konkrétnu aplikáciu.
Čas odoslania: 27. júna 2023