Kedyzváranie nehrdzavejúcej ocele, výkon elektródy musí zodpovedať účelu nehrdzavejúcej ocele.Elektródu z nehrdzavejúcej ocele je potrebné zvoliť podľa základného kovu a pracovných podmienok (vrátane pracovnej teploty, kontaktného média atď.).
Používajú sa štyri druhy nehrdzavejúcej ocele a legujúcich prvkov
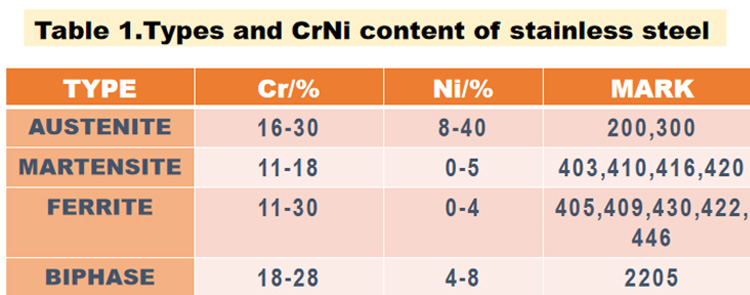
Nehrdzavejúca oceľ možno rozdeliť do štyroch typov: austenitická, martenzitická, feritická a dvojfázová nehrdzavejúca oceľ, ako je uvedené v tabuľke 1.
Je to založené na metalografickej štruktúre nehrdzavejúcej ocele pri izbovej teplote.Keď sa mäkká oceľ zahreje na1550° F, štruktúra sa mení z feritovej fázy pri izbovej teplote na austenitickú fázu.Po ochladení sa štruktúra mäkkej ocele premení späť na ferit.Austenitické štruktúry prítomné pri vysokých teplotách sú nemagnetické a majú menšiu pevnosť a húževnatosť ako feritové štruktúry pri izbovej teplote.
Ako si vybrať správny zvárací materiál z nehrdzavejúcej ocele?
Ak je základný materiál identický, prvým pravidlom je „prispôsobiť základný materiál“.Napríklad vyberte zvárací materiál310 or 316nehrdzavejúca oceľ.
Pri zváraní rozdielnych materiálov sa dodržiava kritérium výberu základného materiálu s vysokým obsahom legujúcich prvkov.Ak je napríklad zváraná nehrdzavejúca oceľ 304 alebo 316, vyberte typ316.
Existuje však aj veľa ľudí, ktorí nedodržiavajú zásadu „zhody základného materiálu“ za zvláštnych okolností, potom je potrebné „pozrieť si tabuľku výberu zváracieho materiálu“.Zadajte napríklad304nehrdzavejúca oceľ je najbežnejším základným kovom, ale neexistuje žiadny typ304elektróda.
Ak je zvárací materiál zhodný so základným materiálom, ako zvoliť zvárací materiál na zváranie304nehrdzavejúca oceľ?
Pri zváraní304nehrdzavejúca oceľ, typ použitia308zváracieho materiálu, pretože prídavné prvky v308nehrdzavejúca oceľ môže lepšie stabilizovať oblasť zvaru.
308L je tiež prijateľná možnosť.L znamená nízky obsah uhlíka,3XXL obsah uhlíka z nehrdzavejúcej ocele ≤0,03% a štandard3XXnehrdzavejúca oceľ môže obsahovať až0,08 %obsahu uhlíka.
Pretože zváranie v tvare L patrí do rovnakého typu klasifikácie ako zváranie v tvare písmena L, výrobcovia by mali venovať osobitnú pozornosť použitiu zvárania v tvare L, pretože jeho nízky obsah uhlíka znižuje tendenciu k medzikryštalickej korózii (pozri obrázok 1).

Ako zvárať nehrdzavejúcu oceľ a uhlíkovú oceľ?
Na zníženie nákladov niektoré konštrukcie privaria na povrch uhlíkovej ocele vrstvu odolnosti proti korózii.Pri zváraní základného materiálu bez legujúcich prvkov so základným materiálom s legovacími prvkami použite na vyrovnanie rýchlosti riedenia vo zvare zvárací materiál s vyšším obsahom legujúcich prvkov.
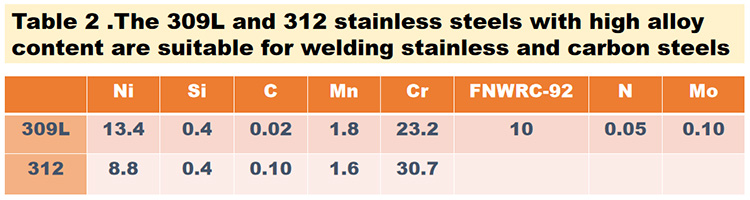
Pri zváraní uhlíkovej ocele s304 or 316nehrdzavejúca oceľ a iná nepodobná nehrdzavejúca oceľ (pozri tabuľku 2),309L zvárací materiáltreba vo väčšine prípadov zvážiť.Ak chcete získať vyšší obsah Cr, vyberte typ312.
Aká je vhodná operácia čistenia pred zváraním?
Pri zváraní s inými materiálmi najskôr odstráňte olej, stopy a prach rozpúšťadlom bez obsahu chlóru.Okrem toho je prvou vecou, na ktorú treba venovať pozornosť pri zváraní nehrdzavejúcej ocele, aby nedošlo k jej znečisteniu uhlíkovou oceľou a ovplyvneniu odolnosti proti korózii.Niektoré spoločnosti skladujú nehrdzavejúcu oceľ a uhlíkovú oceľ oddelene, aby sa zabránilo krížovej kontaminácii.Pri čistení okolia drážky používajte špeciálne brúsne kotúče a kefy na nehrdzavejúcu oceľ.Niekedy je potrebné kĺb vyčistiť aj druhýkrát.Pretože operácia kompenzácie elektródy pri zváraní nehrdzavejúcej ocele je náročnejšia ako pri zváraní uhlíkovej ocele, čistenie spoja je veľmi dôležité.

Čas odoslania: máj-09-2023